Ten Conveyor Lines, One System
How GlobalRoll Conveyance Systems replaced whiteboards and spreadsheets with a complete build-to-order manufacturing system on FireFlight, across two plants in Dayton, Ohio.
The company name in this case study has been changed to protect client information. The operation, configuration, and outcomes are real.
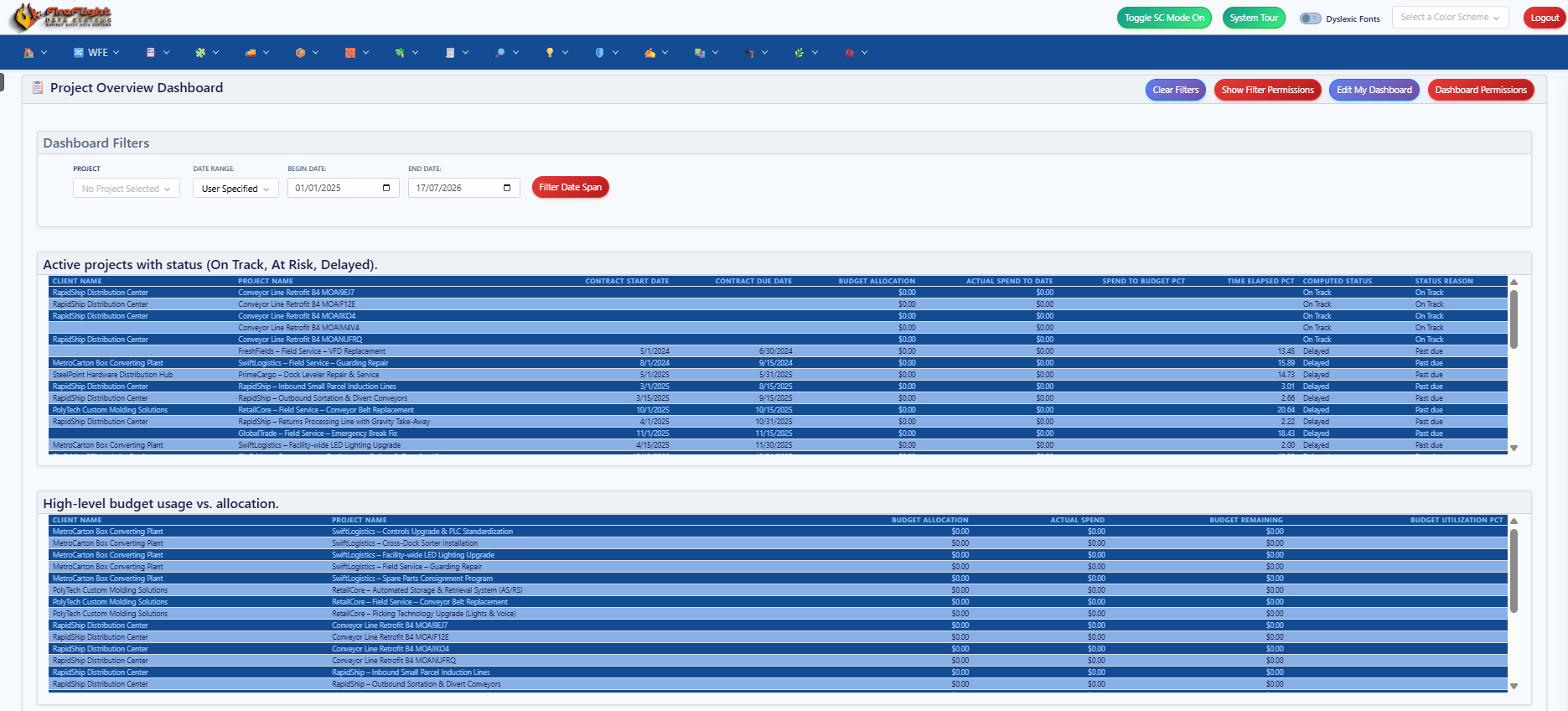
One view across ten product lines and two plants, replacing the whiteboard and the spreadsheet stack.
Who is GlobalRoll and what do they build?
GlobalRoll Conveyance Systems produces rollers and fabricated subassemblies that form the backbone of ten major conveyor product lines. Their headquarters sit on Precision Drive in Dayton, Ohio, with manufacturing spread across a West Campus facility handling machining, fabrication, coating, and roller assembly, and a Distribution and QA Center managing inspection, testing, packing, and shipping.
Each conveyor product blends fabricated steel structures, machined rollers, drive assemblies, sensors, wiring, hardware, and finishing processes. GlobalRoll ships thousands of rollers and assemblies every month. The product line is highly configurable: customers routinely request variations in roller diameter, coating type, shaft configuration, bearing specifications, bracket geometry, or load rating. Before FireFlight, every one of those variations required manual BOM reconstruction, and no two quotes were built the same way.
What was breaking before FireFlight?
GlobalRoll built configurable conveyor systems, so almost every order arrived with a different roller diameter, coating, shaft, bearing, or load rating. On spreadsheets and a whiteboard, four failures kept compounding across the ten product lines.
Engineering rebuilt a bill of materials by hand for every configured order, and a change to a shared part never reached the other products that used it. Materials got consumed by other jobs with no visibility, so shortages showed up at kitting and triggered emergency runs. The whiteboard schedule reflected intent, not reality, and rush orders kept reshuffling it into stalled partial builds. Material cost sat in spreadsheets while labor stayed handwritten, so profit per product line was impossible to confirm.
What did FireFlight put in place?
PCG configured FireFlight from modules that map to how the plant actually runs, from the quote through routing to job costing. Each module reads and writes the same data, so a change in engineering reaches inventory, the schedule, and the invoice with no re-entry step.
 Engineering-Controlled BOMs and Templates: Ten product templates carry the full BOM, routing, and costing. Shared subassemblies live as reusable component templates, so one engineering change reaches every product that references them.
Engineering-Controlled BOMs and Templates: Ten product templates carry the full BOM, routing, and costing. Shared subassemblies live as reusable component templates, so one engineering change reaches every product that references them.- MRP-Driven Inventory Forecasting: Material requirements are calculated from confirmed orders and production schedules across all ten product lines, so procurement fires before a shortage reaches kitting.
- Digital Work-Center Routing: Each product routes through tube cutting, shaft machining, welding, roller assembly, coating, wiring, and final QA, with instructions driven by real material availability and capacity.
- QA Integration and Serialization: Motors, drive rollers, and critical components are serialized and tied to QA events at each stage, so a field issue traces back to its production run in minutes.
- Parameter-Driven Real-Time Quoting: Sales generates accurate cost, material requirements, and lead time straight from the customer configuration, without waiting on engineering.
- Template-Driven Job Costing: Actual labor and material attach to every job as production runs, and rework gets captured in the system, so profit by product line becomes visible.
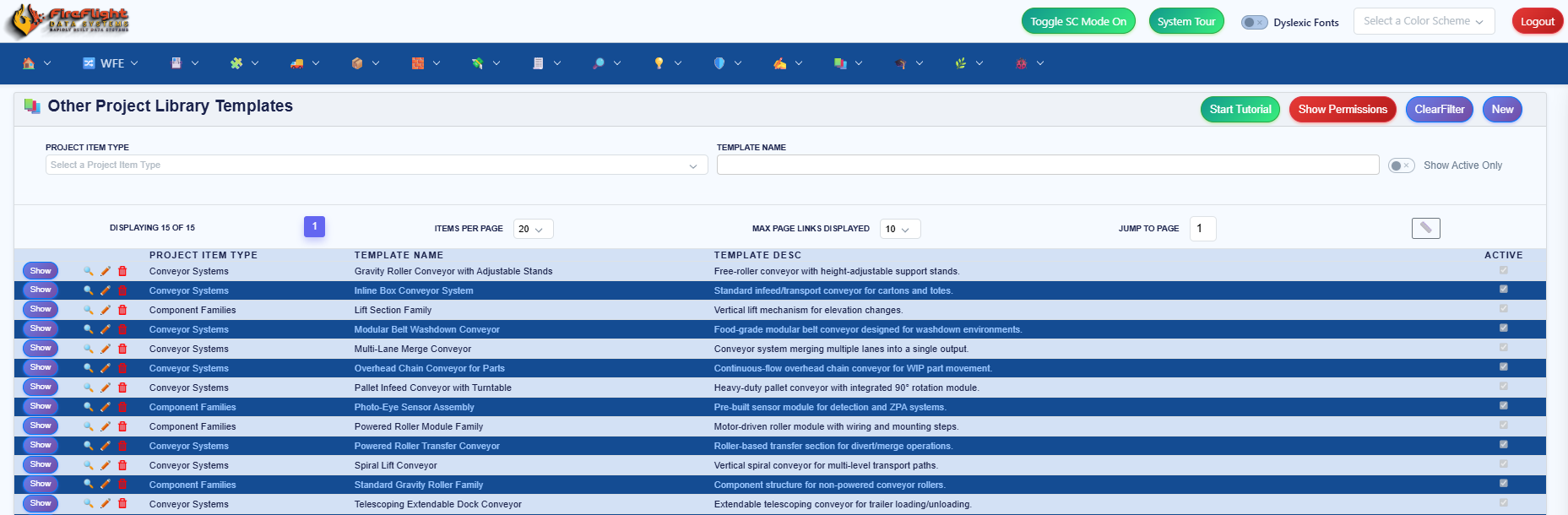
Ten product templates, each carrying its BOM, routing, and costing, with shared components defined once.
The modules were already built and tested, so the work was configuration, not a rebuild from zero. That is why the system went live in weeks, not months, across ten product lines and two facilities. PCG mapped the plants, configured the templates, and moved the existing data in stages while the current tools kept running, so production never stopped during the switch.
How are the two plants and work centers mapped?
GlobalRoll's operation spans two physical facilities, each with defined work centers. FireFlight mapped the full structure before go-live, creating the routing foundation that every product template references. No work-center sequence is hardcoded to a single product, so the routing logic is reusable across all ten conveyor lines.
West Campus Manufacturing
- Tube cutting
- Shaft machining
- Welding and fabrication
- Roller assembly
- Coating and finishing
- Electrical wiring
Distribution and QA Center
- Final QA inspection
- Functional testing
- Packing and labeling
- Shipping and dispatch
- Warranty and return intake
How does FireFlight structure each of the ten products?
Every conveyor line runs from its own template, and the template carries the BOM, routing, and costing logic for that product. Here is how the ten lines are set up, from the most configurable to the highest volume.
- Inline Box Conveyor System. The most configurable product in the line. A template supporting hundreds of rollers, frames, brackets, and electrical components, all costed and routed automatically from length, load rating, and roller pitch inputs entered at order creation.
- Pallet Infeed Conveyor with Turntable. Load-rated rollers, fabricated steel supports, and a driven rotation assembly standardized through template logic that validates compatible drive and load combinations before a work order is released to production.
- Overhead Chain Conveyor for Parts. FireFlight controls roller selection and bracket geometry, and guides updates across all dependent builds when engineering changes specs. A change to the bracket drawing updates every open work order referencing that bracket before any parts are cut.
- Accumulation Conveyor with Zero-Pressure Zones. Driven by parametric logic. The number of zones is entered at order creation, and drive rollers, photo-eyes, control modules, wiring harnesses, and zone sequencing hardware all scale from that single input, with no manual BOM calculation required.
- Spiral Lift Conveyor. Curved rollers, structural plates, specialized brackets, and weldments managed as nested fabrication templates. Each spiral stage is its own sub-template, so the weld shop receives a separate work order per stage while the assembly team sees the complete build sequence in correct dependency order.
- Modular Belt Washdown Conveyor. Stainless steel construction and washdown-rated components tracked as distinct material groups within the BOM. Sanitary hardware is flagged separately from standard hardware, preventing substitution errors that would create compliance and cleaning failures in food or pharmaceutical environments.
- Powered Roller Transfer Conveyor. High-torque drive rollers serialized and fully traceable through FireFlight's QA integration. Every motor assembly is linked to a QA record at the assembly stage. If a drive roller fails in the field, the serial number traces back to the production run, the incoming inspection record, and the installer.
- Telescoping Extendable Dock Conveyor. Template-driven subassemblies for each telescoping stage create predictable scheduling and a clear WIP structure. Each stage appears as a separate work order with its own material requirements and routing, removing the partial-build confusion that plagued the whiteboard schedule.
- Multi-Lane Merge Conveyor. Template logic enforces lane speed synchronization and matched roller types. Controller assignments are validated against lane configuration before the work order is released, so the old failure mode of mismatched controllers wired to the wrong lanes is blocked upstream at the template level.
- Gravity Roller Conveyor with Adjustable Stands. High-volume product benefitting from MRP forecasting and standard component reuse. Because this product uses a high proportion of shared components, inventory for this line stabilized quickly after MRP go-live, and standard components ordered here frequently satisfy demand from other product lines at the same time.
What changed after go-live?
Within a year of go-live, GlobalRoll's operation looked different from the outside and from the inside. On-time delivery rose. Emergency material runs dropped. The whiteboard schedule gave way to a production plan that reflected actual material availability and work-center capacity rather than optimistic assumptions that got overwritten by reality.
The cost picture that had been invisible for years became current. Product-line profitability was no longer estimated, it was measured. The products that had been absorbing rework, material substitutions, and engineering-change labor without those costs being captured were identified, and pricing moved from historical assumption to template-confirmed cost data.
- On-time delivery rose as production plans reflected real material availability instead of the whiteboard's optimistic assumptions.
- Inventory shortages at kitting dropped after MRP went live. The emergency material runs that had been a routine cost became rare enough to be notable.
- Engineering-controlled BOMs removed the manual reconstruction that every custom order used to need. Changes to shared components propagated automatically to all affected products and open work orders.
- QA tracking improved with component serialization. Field quality events that had required manual record searches were resolved from serialized data in minutes.
- Quoting became accurate and fast. Sales generated cost and lead time from template parameters without waiting on engineering to price each variation.
- Product-line profit became visible for the first time. Cost data that had been buried in handwritten labor records and scattered spreadsheets was captured and attributed to each product and each job.
Can you just ask the operation a question?
Yes. When the plant needs something specific, no one builds a report or exports a spreadsheet. You ask FireFlight in plain English and it returns the matching records, ready to export. The built-in advisor ships with every deployment, so the floor gets an answer without SQL or a report builder.
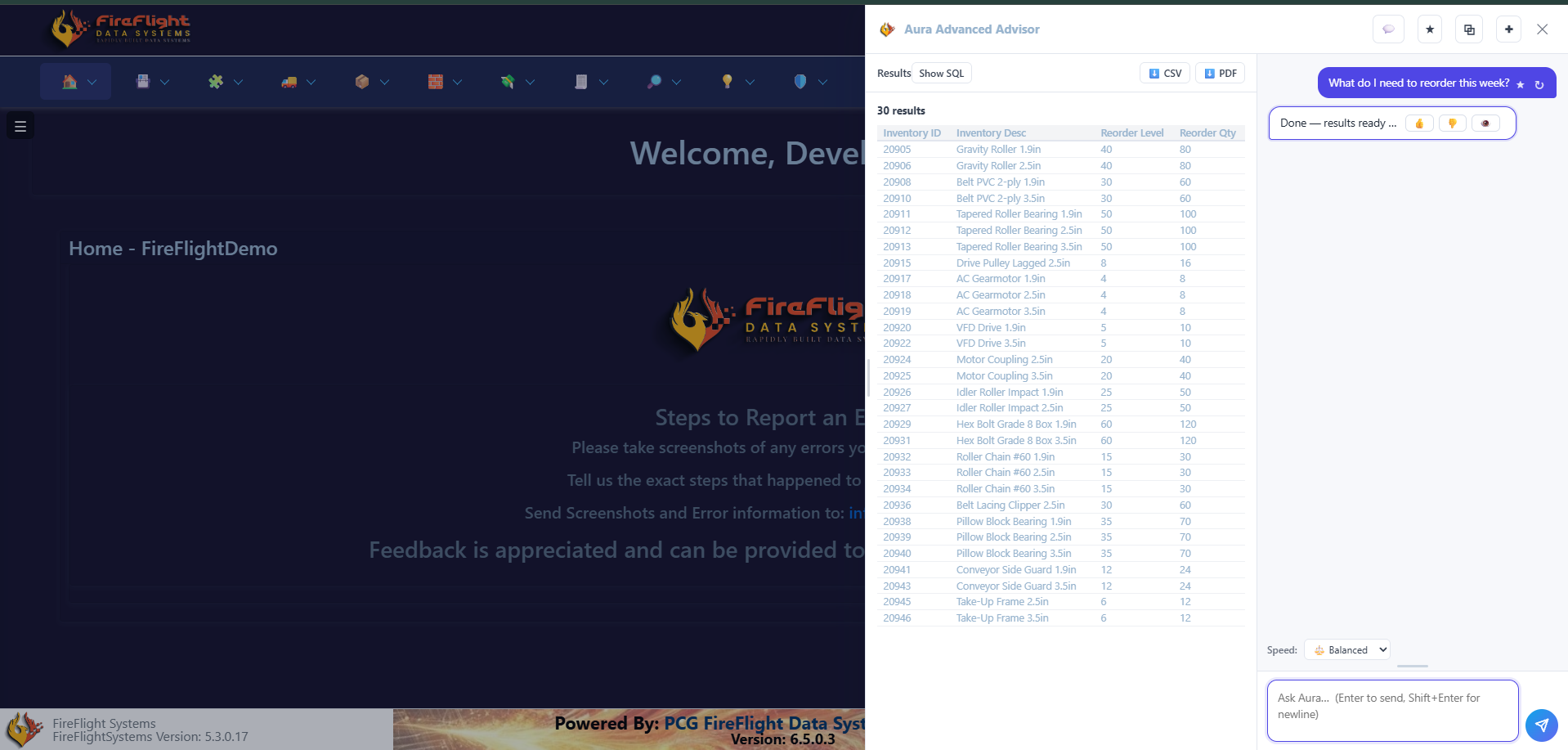
Answers from live data, in plain English
Type the question, get the records back. This is how the team pulls a reorder list or a QA history without leaving the system.
Every answer comes with Show SQL, CSV, and PDF export on the result.
Want to see FireFlight running on your kind of operation? Book a live demo and the team walks your BOMs, inventory, work orders, and job costing through the system, then maps what a deployment on your floor would look like.
Book a DemoWhat does this deployment teach other manufacturers?
Build-to-order manufacturing is the environment where product templates and component reuse pay off fastest. When the same drive assembly, roller set, or bracket configuration appears in multiple products, every engineering change that goes untracked in one product creates an inconsistency in all of them. GlobalRoll ran ten product lines with hundreds of shared components, so a change made once in FireFlight applied correctly across every product and open work order that depended on it.
The insight that carries to any build-to-order manufacturer: the whiteboard schedule is not a scheduling problem, it is a symptom of missing data. When material availability, work-center capacity, and WIP status are not current in a system, the schedule is a set of intentions that gets overwritten whenever reality arrives. GlobalRoll's scheduling whiplash did not come from bad planning. It came from planning against information that was already out of date before the day started. FireFlight did not change how GlobalRoll planned, it gave them accurate inputs so the plan could hold.
The second confirmed insight: costing visibility changes strategic decisions, not just operational ones. GlobalRoll was quoting all ten product lines without confirmed margin data per line. Once template-driven costing revealed actual labor and material consumption per product, some products were repriced, others were redesigned, and one was discontinued. None of those decisions could have been made correctly before the cost data existed. Deployments on this pattern complete in weeks, not months, and the template structure built for these ten lines applies directly to any manufacturer running configurable products across multiple work centers with shared components.
Is this your operation too?
This deployment fits a common pattern in US build-to-order manufacturing, roughly 20 to 500 employees, where configured products outgrew the tools that once tracked them. FireFlight is built and supported by Phoenix Consultants Group. The move tends to pay off when:
- You build configured or made-to-order products, and every order rebuilds a BOM by hand.
- A shared component changes, and the update never reaches every product that depends on it.
- Shortages surface at kitting rather than in planning, and rush orders keep rewriting the schedule.
- Profit by product line takes a manual scramble, and the data still lives in Access, FoxPro, or Excel.
FireFlight is developed and maintained exclusively by Phoenix Consultants Group. Since 1995, across 31 years, PCG has built and rescued more than 500 operational systems in over 45 industries, migrating Access, VB6, FoxPro, and Excel workflows onto modern .NET Core without stopping production. The same engineers who configure your plant keep supporting it as you grow.
Questions about a build-to-order deployment
Can FireFlight manage BOMs for build-to-order conveyor systems with frequent customer customizations?
How does FireFlight handle MRP for a multi-product operation with ten or more product lines?
Can FireFlight route work orders through multiple work centers in the correct sequence?
How does FireFlight support QA traceability with serialized components?
Can FireFlight calculate accurate job costs for custom conveyor builds in real time?
How does FireFlight handle engineering changes across products that share components?
How long does a FireFlight deployment take for an operation like GlobalRoll?
Every configured order rebuilt by hand is time and margin the plant cannot get back. FireFlight puts the BOM, inventory, routing, and job costing on one system, and PCG stands it up without stopping production. Most systems go live in weeks, not months.
Book a Demo
Allison Woolbert is the principal of Phoenix Consultants Group, the custom software consultancy founded in 1995. PCG has run legacy migration projects across Microsoft Access, Visual FoxPro, Paradox, VB6, and other discontinued platforms for industrial, manufacturing, and environmental services clients since the late 1990s. Allison leads PCG's discovery and architecture practice.
The company name in this case study has been changed to protect client information. The operation, configuration, and outcomes described are real. All system configurations are custom-built for each deployment, and implementation timelines, module availability, and integration scope vary by organization. FireFlight Data Systems is a product of Phoenix Consultants Group, founded 1995. Contact PCG directly to discuss requirements specific to your operation.